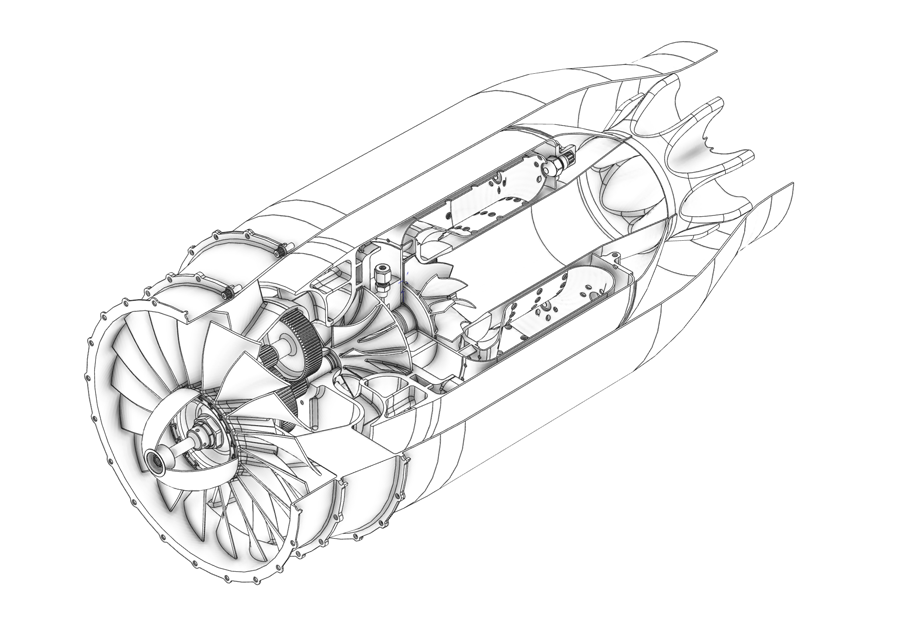
Ever since I made my first turbofan in 1996, I have been interested in the fuel efficiency benefits of turbofans. I have always enjoyed the simplicity of my turbojet engine designs, but their fuel economy is certainly a limiting factor in their performance. Over the years I have iterated a number of turbofan designs with the intent of making a small, fuel-efficient turbofan that could be applicable to general aviation or small aircraft use. I designed this engine to produce about 240 pounds of thrust while still maintaining a small diameter (around 9-inches overall). The fuel consumption would likely be in the 0.6-0.7 lbm/lbt/hr range. I plan to continue iterating subtle variations of this engine.















")
")
")
")
")
")
")

")
")
")
")
")
")
